剖面图
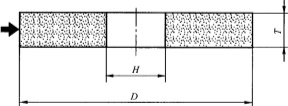
1.2形状及尺寸标记:平形砂轮1型
圆周型面a D×T×H
1.3尺寸范围
D
T
H
3~8
6~13
1.5 2 3
10
6 10 13 20
3
13
6 10 13 20 32
4
16
10 16
4
6 13 20 25
6
20
6 8 10 20 25 32
6
25
6 13 16 25
6
25 32 50
8 10
30
6 10 25 32 40 63
10
35
6 8 10 25 32 40 63
10
40
8 10 25 32 40 50 63
10 13 16
45
32 45
13 16
50
6
16
8 10 16 20 25 32 40 50
16
60
32 50
16 20
D
T
H
60
8 10 13 20 32 50 63
16 20
70
6 8 10 13 16 25 32 50
16 20
80
8 13 16 20 32 50 63
20
90
10 13 16 20 25 32 50 63
20
100
63 75 100
20
125
63 75 100
25 32
150
63 75 100
25 32 75
200
16 20 25 32
25 32 75
250
16 20 25 32
32 75 127
300
25 32 40 50
32 75 127
350
32 40 50 100
75 127 203
400
32 40 50 63 75 100
127 160 203
450
32 40 50 63 75 100
127 160 203
500
32 40 50 63 75 100
127 160 203 305
600
32 40 50 63 75 100
127 160 203 305
浙江平面砂轮的硬度和磨料的硬度是两个不同的概念。同一种磨料可以做成不同硬度的砂轮,它主要决定于结合剂的性能、数量以及砂轮制造的工艺。磨削与切削的显著差别是砂轮具有“自锐性”,选择砂轮的硬度,实际上就是选择砂轮的自锐性,希望还锋利的磨粒不要太早脱落,也不要磨钝了还不脱落。
选择砂轮硬度的一般原则是:加工软金属时,为了使磨料不致过早脱落,则选用硬砂轮。加工硬金属时,为了能及时的使磨钝的磨粒脱落,从而露出具有尖锐棱角的新磨粒(即自锐性),选用软砂轮。前者是因为在磨削软材料时,浙江平面砂轮批发的工作磨粒磨损很慢,不需要太早的脱离;后者是因为在磨削硬材料时,砂轮的工作磨粒磨损较快,需要较快的更新。精磨时,为了保证磨削精度和粗糙度,应选用稍硬的砂轮。工件材料的导热性差,易产生烧伤和裂纹时(如磨硬质合金等),选用的砂轮应软一些。