剖面图
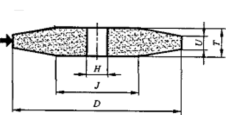
形状及尺寸标记:双斜边砂轮4型
D×T/U×H
尺寸范围
|
D |
T |
H |
U |
ɑ |
|
125 |
13 |
20 |
4 |
40º |
|
16 |
20 32 |
6 |
||
|
20 |
20 |
4 |
||
|
150 |
16 |
32 |
6 |
|
|
20 |
32 |
4 |
||
|
200 |
13 16 |
75 |
4 |
|
|
250 |
10 13 16 |
75 |
6 |
|
|
20 25 |
75 |
11 |
||
|
300 |
20 32 |
75 |
6 |
|
|
25 |
127 |
6 |
||
|
16 25 32 |
127 |
6 |
||
|
400 |
32 |
127 |
6 |
|
|
455 |
32~90 |
127 |
6 |
双斜边砂轮的硬度和磨料的硬度是两个不同的概念。同一种磨料可以做成不同硬度的砂轮,它主要决定于结合剂的性能、数量以及砂轮制造的工艺。磨削与切削的显著差别是砂轮具有“自锐性”,选择砂轮的硬度,实际上就是选择砂轮的自锐性,希望还锋利的磨粒不要太早脱落,也不要磨钝了还不脱落。
双斜边砂轮厂家选择砂轮硬度的一般原则是:加工软金属时,为了使磨料不致过早脱落,则选用硬砂轮。加工硬金属时,为了能及时的使磨钝的磨粒脱落,从而露出具有尖锐棱角的新磨粒(即自锐性),选用软砂轮。